Conférences sur la technologie de la construction navale. Technologie de la construction navale - une vision moderne
Il y a mille ans, dans la Syracuse moderne, un inventeur était assis dans une baignoire et essayait de savoir si la couronne royale était en or pur. Finalement, il trouva la réponse, sauta hors du bain et courut nu dans la rue, retentissant du désormais célèbre cri « Eureka ». Ainsi, à partir de l'histoire, Archimède a découvert la loi fondamentale de la physique : un corps partiellement ou complètement immergé dans l'eau est soumis à l'action d'une force égale à la masse d'eau déplacée par ce corps. Le poids corporel agit comme une pression vers le bas et peut contrecarrer la pression ascendante de l’eau ; si ces deux forces sont égales, le corps flotte. Grâce à la loi d'Archimède, l'homme a pu construire des navires de n'importe quelle taille à partir de n'importe quel matériau, et la loi reste la principale formule de calcul de ces indicateurs.
La technologie moderne de la construction navale est divisée en plusieurs étapes.

PRÉPARATION DE LA CONCEPTION
Pendant la période de pré-production de conception, une conception de navire est développée. L'élaboration d'un projet de navire se déroule généralement en quatre étapes :
1. Proposition technique
La proposition technique contient : des schémas de l'agencement général du navire, de la charpente médiane, de l'emplacement des mécanismes dans la salle des machines, de l'emplacement des dispositifs spéciaux et des calculs opérationnels et économiques.
2. Projet de conception
La conception préliminaire contient des dessins de la disposition générale du navire, un dessin théorique, un cadre structurel central et des calculs de la charge.
3. Conception technique
Le projet technique contient : une documentation contractuelle (dessins de l'agencement général du navire, spécifications de l'ensemble du navire, de la coque et des pièces mécaniques, des systèmes et équipements électriques), une documentation de conception (dessins de l'ensemble du navire et des pièces de coque), des dessins de partie mécanique (installation des moteurs principaux et schémas d'arbres et de pipelines), dessins des systèmes généraux du navire, dessins des équipements électriques, calculs de résistance basés sur la théorie du navire, charge de poids.
4. Projet de travail
Le projet de travail contient : les dessins d'exécution et toute la documentation technologique, dont la portée est établie par le constructeur naval en fonction du degré de préparation de la production, du type et des dimensions du navire, de la taille de la série et d'autres données. Le projet de travail comprend des dessins nouvellement développés, ainsi que des dessins standards, impersonnels et normalisés.
Lors de la préparation de la conception de la production, les équipements et les matériaux sont unifiés, les questions concernant la fabricabilité des structures et la maintenabilité du navire sont résolues, la méthode de construction est justifiée et la coque est divisée en sections. Il existe plusieurs manières d'assembler la coque d'un navire sur une cale de halage : détaillée, en coupe et en bloc.
La méthode détaillée consiste à assembler la carrosserie sur une cale de halage à partir de pièces individuelles. Le cycle de production de la cale d'assemblage de coque de navire est dans ce cas très long. Elle est réduite grâce à l'utilisation de méthodes de coupe et surtout de blocs, assurant : la division du processus d'assemblage en préliminaire et cale de halage ; transfert d'une partie importante des travaux de montage de la carrosserie à l'atelier ; utilisation du soudage automatique et semi-automatique; installation d'équipements en sections et en blocs.
Avec la méthode sectionnelle, une caisse est formée sur une cale de halage principalement à partir de sections plates, semi-volumétriques ou volumétriques pré-assemblées. Les sections plates sont constituées d'un panneau plat ou dont la déflexion n'est pas supérieure à la plus petite section du plan avec un ensemble d'une ou deux directions soudées sur un côté. Les sections en demi-volume sont celles dans lesquelles la flèche de déflexion du panneau est plus petite que la taille de la section en plan. Ces sections sont considérées comme volumétriques si la hauteur des poutres fixées dépasse la plus petite taille de la section en plan.
Avec la méthode des blocs, la coque du navire sur une cale de halage est assemblée à partir de blocs de navire ou de blocs de section. Le bloc fait partie de la coque du navire, si possible limité par des structures formant des compartiments fermés, avec des mécanismes, des canalisations et une isolation installés. Il est assemblé à partir de sections plates du fond, des côtés, du pont et des cloisons, des sections semi-volumétriques et volumétriques. Lors de la division de la carrosserie en sections, les facteurs de production, de conception et technologiques sont pris en compte.
RUPTURE DE LA COQUE DU NAVIRE SUR LA PLAZA

Les bureaux d'études produisent généralement des dessins de coques de navires à l'échelle 1:25, 1:50 ou 1:100. Lors de la fabrication de pièces et de structures de coque selon de tels dessins, des erreurs à grande échelle sont inévitables. De plus, ces dessins ne contiennent pas toujours toutes les données nécessaires pour déterminer la forme et les dimensions exactes des pièces et des structures, puisque, par exemple, les dessins théoriques ne sont réalisés que pour une partie de la section transversale des membrures, des conduites de flottaison et des fesses. Par conséquent, sur la place de l’entreprise, un dessin théorique grandeur nature de la coque du navire est dessiné en trois projections. À l'aide d'un tel dessin, ils prennent les données de la place, les saisissent dans des tableaux, dessinent des croquis ou fabriquent l'équipement nécessaire pour effectuer l'approvisionnement en coque, l'assemblage de coque et d'autres travaux. Les travaux de surface sont une opération responsable. Une précision insuffisante dans leur mise en œuvre peut entraîner des défauts.
Une place est une pièce avec un sol plat spécialement préparé, généralement constitué de blocs carrés ou de planches de bois posées sur les bords, qui sont proprement rabotées, alignées avec du shergen dans toutes les directions, apprêtées, masticées et peintes avec de la peinture à l'huile grise. La place doit bénéficier d’un bon éclairage naturel et artificiel et doit maintenir une température et une humidité constantes. Lors de l'aménagement de la coque d'un navire sur la place, un dessin théorique de la coque, un tableau des ordonnées prévues, un dessin de l'extension du bordé extérieur, un schéma de découpage de la coque en sections et des dessins d'exécution des sections sont utilisé.
FABRICATION DE PIÈCES DE BOÎTIER

Toutes les parties du corps sont divisées en groupes sur la base du principe d'uniformité des opérations. La classification est généralement basée sur les caractéristiques suivantes :
épaisseur du matériau source ;
configuration des contours des pièces ;
présence et type de décès;
présence de découpes et de trous ;
présence d'une préparation des bords pour le soudage ;
Il existe différents classificateurs de parties du corps, selon lesquels toutes les parties du corps sont divisées en classes et groupes standard. Selon les conditions particulières, certains groupes peuvent être regroupés. Sur la base de la panne acceptée, la technologie de routage pour le traitement des pièces est déterminée et l'équipement nécessaire est sélectionné. Toutes les tôles et profilés utilisés dans la construction des navires doivent avoir une surface plane, car les irrégularités rendent difficiles le marquage et la découpe des pièces, ainsi que l'assemblage et le soudage des structures de coque. Les flèches de déviation des tôles d'une épaisseur de 1,5 à 5 mm ne doivent pas dépasser 3 mm par mètre de longueur, et pour les tôles d'une épaisseur de 6 à 18 mm jusqu'à 2,5 mm par mètre de longueur sont autorisées. Les profilés ne doivent pas présenter d'écarts de rectitude supérieurs à 2 mm par mètre et supérieurs à 8 mm sur toute la longueur de la bande.
Cependant, les tôles et profilés arrivant dans les usines, en raison de la présence de contraintes internes causées par un refroidissement inégal pendant le laminage, ainsi qu'en raison des contraintes mécaniques pendant le transport et les opérations de chargement et de déchargement, sont généralement inégales, les tôles présentent des ondulations sur toute la longueur. , convexités locales et courbure en forme de croissant, et profils - courbure hélicoïdale et ondulation. Les tôles et profilés dont l'ondulation dépasse le niveau admissible sont corrigés. Dans les tôles et profilés déformés, une partie des fibres est allongée et l'autre est raccourcie, et leur redressement se réduit à aligner les fibres sur la longueur en comprimant les allongées ou en étirant les raccourcies. Puisqu’il est plus facile d’étirer les fibres que de les comprimer, le redressage des tôles et profilés repose sur le principe de l’étirement des fibres.
Le redressage est réalisé manuellement sur une dalle par des coups de masses, principalement en profilés métalliques, ou par des méthodes mécanisées dont la plus courante est le redressage sur rouleaux redresseurs de tôles multi-rouleaux.
Les tôles d'acier minces fortement déformées sont redressées sur une tôle de support plus épaisse. Parfois, la feuille de support et les entretoises en bande sont UTILISÉES en même temps. La technologie de redressage des tôles dans les rouleaux redresseurs de tôles est régulièrement améliorée.
TECHNOLOGIE DE NETTOYAGE DES MÉTAUX DE BOÎTIER

Pour maintenir les coques des navires en bon état technique pendant la durée de vie spécifiée, toutes les surfaces des structures de coque doivent être protégées de la corrosion. Ceci est réalisé en les apprêtant et en les peignant. Cependant, les tôles et profilés entrant dans les usines sont recouverts de calamine et de rouille formée pendant le transport et le stockage. Par conséquent, tout le métal de la carrosserie doit être nettoyé.
Le nettoyage le plus productif du métal de la coque s'effectue par des méthodes chimiques et par grenaillage.
Avec la méthode de nettoyage chimique, les oxydes sont éliminés de la surface métallique par gravure dans des solutions appropriées.
L'équipement de la section de nettoyage chimique des métaux se compose de bains situés séquentiellement remplis de solutions appropriées, de cassettes pour charger le métal dans les bains et d'un dispositif de séchage des tôles nettoyées. La méthode de traitement chimique ne s'est pas généralisée en raison de la difficulté de neutraliser les eaux usées. La méthode de nettoyage par grenaillage consiste à nettoyer la surface avec des grenailles de métal éjectées sous l'influence d'une force centrifuge élevée. En frappant, il élimine les contaminants, la rouille et le tartre de la surface métallique. Après le grenaillage, la surface métallique acquiert un aspect propre et uniformément rugueux.
TECHNOLOGIE DE COUPE DE PIÈCES DE BOÎTIER
cisailles guillotine

Après avoir marqué les parties du corps à l'aide de gabarits et en utilisant une méthode de photoprojection, les parties sont découpées. Il existe deux manières de découper des parties du corps : mécanique et thermique. La découpe mécanique est réalisée à l'aide de cisailles - guillotine, disque, vibrante et presse.
découpe de métal avec une machine laser

Le coupage thermique repose sur la combustion du métal chauffé à la température d'inflammation dans un flux d'oxygène pur et l'élimination des oxydes résultants par ce flux. Une flamme de gaz inflammables est utilisée pour chauffer le métal.
ASSEMBLAGE PRÉLIMINAIRE ET SOUDAGE DES STRUCTURES DE COQUE

Les procédés d'assemblage et de soudage consistent en plusieurs opérations de base : marquage des emplacements d'installation des pièces ; alignement initial des pièces et vérification de leur position ; dessin pour supprimer les allocations; aligner les bords et fixer les pièces à l'aide de punaises ou mécaniquement ; soudures des cordons et contrôle de leur qualité, ainsi que quelques opérations complémentaires : découpe thermique ou découpe pneumatique lors du montage pour supprimer les surépaisseurs ; vérifier la position et surveiller l'installation des pièces et des assemblages ; redresser les structures après soudage.
Le but de l'assemblage des structures de coque est de sécuriser les parties assemblées de la structure. Le soudage des joints dans une structure est réalisé principalement par des méthodes mécanisées (soudage automatique sous couche de flux, soudage semi-automatique en milieu CO2 et fil fourré, laitier électrique, soudage unilatéral avec formation d'un joint inversé) . A toutes les étapes de l'assemblage et du soudage, la position (contrôle) des pièces et assemblages est vérifiée.
ASSEMBLAGE DES UNITÉS ET SOUDAGE

Les éléments les plus simples de pré-assemblage de la coque sont les assemblages - des parties technologiquement complètes de la structure, à partir desquelles des sections ou la coque du navire sont ensuite assemblées et soudées. Les assemblages se composent de deux parties ou plus qui constituent les structures de poutres, de fondations, de cadres et de supports, ainsi que les panneaux en tôle. Leur production est relativement facile à mécaniser et à automatiser, notamment pour les coques de navires à fond plat comportant une grande partie cylindrique. Pour la fabrication des composants, selon le degré de mécanisation, il existe les méthodes suivantes : assemblage et soudage libres ; assemblage et soudage de conducteurs; assemblage et soudage de machines; assemblage sur lignes de production.
Assemblage gratuit des unités peut être réalisé sur des plaques de montage universelles ou simplement sur des zones planes de l'atelier. La faisabilité d'un tel assemblage ne peut être justifiée que par des considérations économiques - compte tenu d'une très petite série de constructions navales. Dans la plupart des cas, l'assemblage gratuit doit être remplacé par un gabarit ou un assemblage machine, dans lequel les économies de main d'œuvre sont supérieures à 40 %. Avec un assemblage gratuit, toutes les opérations sont effectuées manuellement. Pour le montage libre, des dispositifs portables temporaires (butées, pinces, pinces) sont utilisés pour garantir la qualité de fabrication.
Assemblage des unités par gabarit, en règle générale, sont réalisés sans éléments de marquage et de pointage ; Cela élimine le besoin de tenir les pièces tout en visant et en vérifiant la position. Un gabarit est un dispositif ou un dispositif qui permet de fixer les pièces d'un assemblage les unes par rapport aux autres dans la position souhaitée, de les serrer et de les empêcher de bouger librement lors du soudage ; contrôler strictement les paramètres géométriques du nœud. Lorsqu'elles sont assemblées dans un gabarit, les déformations de soudage sont réduites de 30 % par rapport à l'assemblage et au soudage libres des composants. Pour les grandes séries de construction navale, des conducteurs spécialisés sont utilisés, pour les petites séries, des conducteurs universels et rapidement réglables.
Assemblage de machines et soudage de composants est la plus progressiste. Cependant, sa mise en œuvre nécessite certaines conditions et surtout une série de produits assez importante. La production de composants par machines-outils se distingue par une productivité élevée, obtenue grâce à la mécanisation des opérations, ainsi qu'en combinant l'assemblage et le soudage en un seul processus. L'importance spécifique des opérations mécanisées atteint 80 pour cent, ce qui permet d'augmenter la productivité de plus de 2 fois par rapport à l'assemblage des conducteurs.
ASSEMBLAGE ET SOUDAGE DES SECTIONS

L’assemblage et le soudage des sections de coque et des superstructures sont les principaux processus de construction navale. L'intensité de travail pour la fabrication des sections représente plus de la moitié de l'intensité de travail totale pour l'assemblage et le soudage de la carrosserie.
La division de la coque en sections et leur installation dans une position pratique pour l'assemblage ont déterminé la nécessité d'un équipement technologique capable de créer un support de base et de fixer les contours complexes de la coque du navire, garantissant ainsi l'interchangeabilité de toutes les sections fabriquées sur celle-ci. Les principaux types d'équipements pour la fabrication de profilés sont les supports et les conducteurs, équipés de divers appareils et équipements de mécanisation portables.
Fabrication de blocs de profilés. Pour réduire les travaux de cale de halage et augmenter le volume de saturation de l'équipement mécanique du navire en pièces, assemblages et assemblages, des sections et assemblages individuels plats ou semi-volumes sont assemblés (formés) en blocs de sections. Ce type comprend également des blocs de superstructure formés de sections plates et de tabliers. L'assemblage et le soudage des blocs de profilés s'effectuent sur des dispositifs de support tels que des blocs de quille ou des « cages » sur des chariots de cale et dans des conducteurs de cale. Il y a relativement peu de cordons de soudure dans la fabrication des blocs, les déformations par soudage sont donc insignifiantes.
MÉTHODES D'ASSEMBLAGE DE LA COQUE DU NAVIRE
Lors de la construction d'un navire, il existe plusieurs façons d'assembler la coque du navire.
assemblage en coupe d'une coque de navire

La technologie de construction navale sur une cale composée de sections planes et volumétriques comprend un ensemble de travaux d'installation et d'essais. Les travaux d'installation comprennent des opérations de détachement et de déplacement de sections, des tests - pour vérifier la position de la structure. L'intensité de main d'œuvre importante de ces travaux s'explique par la présence de réserves technologiques, qui doivent être marquées et découpées sur la cale de halage. La présence de surépaisseurs le long des bords de montage oblige à installer et à vérifier deux fois la position de chaque profilé lors du montage de la caisse sur cale de halage (pour l'assemblage après réglage de la surépaisseur).
assemblage de blocs de coque de navire

Avec la méthode des blocs, la formation d'une coque dans la construction navale commence par l'installation d'un bloc de fondation, qui comprend la salle des machines du navire, où il est nécessaire d'effectuer une grande quantité de travaux d'installation mécanique. Les blocs restants sont amarrés séquentiellement à la proue et à la poupe du bloc intégré. Former une coque à partir de sections plates en compartiments est un type de méthode de construction en blocs. Le compartiment le plus saturé du navire en mécanismes et systèmes est également pris en hypothèque. Des blocs-compartiments ultérieurs sont formés à la proue et à la poupe, attachant les sections à l'hypothèque.
basculeur d'anneau

La plus rationnelle est la méthode de construction en blocs de navires en position flux, qui permet d'organiser une production rythmée.
Lors de la construction de navires à l'aide de la technologie de construction navale moderne, des méthodes mixtes de blocs de sections, de sections partielles et nouvelles sont également utilisées. Par exemple, les coques des remorqueurs mesurant jusqu'à 53 m de long sont constituées de deux moitiés divisées le long du plan médian. Lors de l'assemblage de blocs constitués de deux ou trois tronçons, l'assemblage s'effectue « côté vers le haut ». Sur la cale de halage, les deux moitiés sont installées dans la position requise à l'aide de grues et soudées le long de la ligne de joint d'assemblage. Les navires de petit déplacement sont assemblés à partir d'éléments de coque agrandis au maximum ou selon une méthode monobloc utilisant un basculeur annulaire.
Technologie de construction navale
CONSTRUCTION ET RÉPARATION DE NAVIRES
La construction de navires est réalisée dans des entreprises de construction navale spécialisées, qui sont divisées en usines de construction navale qui effectuent tout le volume des travaux sur la coque, ainsi que certains travaux de fabrication des mécanismes du navire, etc. les chantiers navals, qui construisent uniquement la coque et reçoivent des machines et des équipements d'autres usines ; chantiers d'assemblage naval qui assemblent la coque du navire à partir de pièces (blocs, sections) fabriquées dans d'autres usines.
La construction du navire est précédée par la conception, dont le processus sera discuté plus loin. La conception du navire arrive à l’usine, après quoi les préparatifs pour la production commencent. Un navire est une structure extrêmement complexe ; des entreprises de profils variés sont impliquées dans sa construction et l'usine de construction doit conclure des contrats avec elles pour la fourniture de matériaux, d'équipements et de produits divers. Ainsi, l'acier est fourni par une usine métallurgique, les moteurs principaux sont fournis par des moteurs diesel, les équipements électriques et radio sont fournis par des entreprises spécialisées correspondantes. Dans certains cas, il est nécessaire de construire de nouveaux ou de moderniser d'anciens ateliers, chantiers de construction, communications, etc.
Après que l'usine ait reçu un dessin théorique dans une salle spéciale - sur la place - en taille réelle sur un sol spécialement préparé, le corps a d'abord été dessiné à l'aide de cadres pratiques. Sur la base de cette répartition, des modèles ont été réalisés pour les pièces individuelles (par exemple, les supports), les feuilles d'étirement du revêtement extérieur, etc.
Publié sur réf.rf
Plus tard, ils sont passés à une disposition du corps à grande échelle (M 1 : 5 ou 1 : 10) sur des planches spéciales, et le travail a commencé à être réalisé à l'aide d'une installation de photoprojection. Dans les entreprises de construction navale modernes, on est passé d’une disposition en place à une représentation informatique de la coque du navire. Désormais, l'ordinateur produit une coordination analytique des contours, construit des cadres théoriques et pratiques, produit des cartes de découpe de tôles qui indiquent les dimensions exactes, la forme et l'emplacement de chaque pièce individuelle sur une tôle d'acier, permet de contrôler le fonctionnement des machines de découpe à gaz pour la découpe ces pièces, etc.
Dans le même temps, une technologie de travail pour la construction du navire est en cours de développement et des équipements spéciaux sont en cours de préparation.
Une fois la pré-production terminée, les matériaux et équipements commencent à arriver à l’usine. Les tôles d'acier et les profilés laminés sont acheminés vers un entrepôt d'acier, où ils sont stockés dans des endroits qui leur sont désignés (par matériaux, épaisseurs de tôles, dimensions et types de profilés). Les entrepôts en acier modernes disposent d'un équipement de grue spécial avec contrôle par programme, qui vous permet de trouver rapidement la bonne pièce. Le métal peut subir certains traitements, par exemple un nettoyage des calamines, une pré-peinture.
L'usine dispose de plusieurs ateliers de coques. Dans certains (traitement de la coque) des pièces individuelles sont réalisées, dans d'autres (assemblage et soudage) elles sont transformées en profilés (plats ou volumétriques), par exemple sous la forme de plusieurs tôles soudées sur lesquelles est installé un ensemble, ou de blocs - profilés du corps, par exemple, dans son ensemble. Les profilés et blocs fabriqués sont livrés à la cale (à l'atelier de cale), où la coque du navire est directement assemblée. À propos, à l'époque de la construction navale rivetée, des pièces individuelles étaient fournies à la cale de halage - cela allongeait considérablement le processus de construction d'un navire et réduisait la productivité de l'usine, car les cales coûteuses se sont avérées être occupées pendant longtemps et l'ont fait. ne permettra pas de construire un nouveau navire.
L'équipement des ateliers de transformation de carrosserie et d'assemblage-soudage comprend des cisailles à guillotine et des équipements de coupe à gaz pour la découpe des pièces, le redressage (pour le redressage - élimination des irrégularités) et les rouleaux de pliage des tôles et profilés, des presses pour la production de pièces en tôle de formes complexes , etc.
Publié sur réf.rf
Il existe des machines à souder automatiques et semi-automatiques pour souder des tôles entre elles, fabriquer des profilés soudés (marques) et des kits de soudage. Des sections de formes complexes sont réalisées sur des lits spéciaux de différents types. Il est important de noter que afin de réduire la durée de la cale, ils s'efforcent d'agrandir les tronçons et blocs alimentant la cale, de les saturer (ᴛ.ᴇ. pose de fondations de mécanismes, canalisations, pièces de fixation d'équipements, etc.) . Le transfert d'une partie du travail de coque vers des ateliers augmente la productivité et la qualité du travail et améliore les conditions de travail. Le poids et les dimensions maximum des sections fournies à la cale de halage sont déterminés par la taille de l'atelier (ses portes) et les capacités de l'équipement de grue sur le chantier.
Dans les anciennes usines, les navires étaient le plus souvent construits sur des supports inclinés, longitudinaux ou transversaux, selon que le navire était situé perpendiculairement ou parallèlement au rivage ; dans ce dernier cas, il se situe horizontalement, et avant la descente il se déplace sur des chemins de descente inclinés. Il a été lancé à l'eau sous l'influence de sa propre gravité, ce qui peut être considéré comme un avantage. L'inconvénient de cette méthode est essentiellement que la descente est incontrôlée ; Parfois, lors du lancement, le navire était endommagé ou même arrêté, après quoi il était très difficile de l'abaisser.
Dans les chantiers navals modernes, les chantiers de construction sont généralement situés horizontalement. Il s'agit notamment des hangars à bateaux (ateliers couverts où la coque du navire est formée sur des chariots spéciaux équipés de vérins hydrauliques et déplacée à l'aide de treuils, qui sont ensuite déployés jusqu'au rivage et mis à l'eau), des cales sèches de construction navale (fosses en béton, souvent divisées en deux ou même trois chambres, dans l'une desquelles se trouve un navire dont la construction est en voie d'achèvement, et dans l'autre un nouveau navire est en cours de pose).
Il existe plusieurs façons de former la coque d'un navire sur une cale de halage : détaillée, pyramidale, insulaire, bloc. Comme indiqué ci-dessus, la méthode détaillée n’est pas utilisée actuellement. Pyramidal consiste essentiellement dans le fait que l'assemblage de la coque commence par la partie inférieure, qui est située dans la partie médiane du navire (de préférence dans la salle des machines, où l'intensité du travail est élevée), et la construction. le haut va sur les côtés et vers le haut - une sorte de pyramide se forme . La méthode des îlots consiste à poser initialement plusieurs (deux ou trois) sections sur la longueur, qui, au fur et à mesure de leur croissance, se transforment en « îles », reliées ensuite par des sections « de fond ». Avec la méthode des blocs, les compartiments du corps principal sont connectés séquentiellement les uns aux autres et le bloc de superstructure est installé dessus.
Le soudage s'accompagne de déformations de soudage - un raccourcissement des soudures se produit dans les directions longitudinale et transversale et une déformation des tôles. Pour garantir la taille et la forme correctes du récipient et l'assemblage de ses parties individuelles, des tolérances sont prévues qui sont supprimées lors de l'assemblage. Lors de la formation de la coque, un contrôle systématique de la taille et de la forme du navire est effectué (ce qui est plus facile à réaliser sur les chantiers horizontaux). Parallèlement, la qualité des soudures est vérifiée (par gammagraphie), l'étanchéité des compartiments (par test à l'eau ou à l'air comprimé).
Il convient également de noter que les usines de construction navale, outre les usines de coques, comprennent les usines d'assemblage (installation mécanique, installation électrique, pipe-mednitsky, etc.), d'aménagement (peinture, mobilier, gréement de coque), d'approvisionnement (fonderie, forge, menuiserie), ateliers auxiliaires (outillage, réparation) ). Certains de ces ateliers peuvent être absents et à leur place, il peut y avoir des entreprises spécialisées distinctes.
Habituellement, ils essaient d’effectuer le maximum de travaux sur la cale de halage. À cette fin, le moteur principal, les mécanismes auxiliaires, les dispositifs et systèmes du navire sont installés, équipés et aménagés dans les locaux du navire. La coque du navire est peinte. Le poids au lancement d'un navire est souvent limité par les capacités des cales de halage, ce qui peut nécessiter de reporter certains travaux avant leur achèvement.
La mise à l'eau d'un navire est une opération très importante. On lui confère également une grande signification symbolique. Habituellement dans les usines, la mise à l'eau d'un navire, surtout d'un grand, devient une fête - une bouteille de champagne est cassée sur le côté, le navire reçoit un nom (le couvercle est retiré du nom) ; Outre les employés de l'usine, des invités peuvent être présents à la célébration. A partir de ce moment, le navire se retrouve dans son élément natif : sur l'eau.
Lors d'une descente longitudinale, le navire est d'abord placé sur des supports de construction, puis il est transféré vers un dispositif de lancement, qui comprend des voies inclinées recouvertes soit d'une couche de garnissage (le garnissage paraffine-vaseline était largement utilisé), soit de boucliers spéciaux en plastique avec un faible coefficient de frottement. Il est important de noter que pour la mise à l'eau, les retardateurs sont retirés, après quoi le navire lui-même est mis à l'eau. Lors de la descente transversale, le mouvement se produit dans le plan transversal. Les chemins pénètrent dans l'eau à une profondeur limitée, de sorte que lors de la descente, des charges dynamiques accrues peuvent se produire.
Si le navire est construit dans un quai de construction sec, le quai est simplement rempli d'eau pour le mettre à l'eau. Notez que dans ce cas, le navire flotte vers le haut, mais le processus est traditionnellement appelé descente. Lorsqu'il est construit dans un hangar à bateaux (dans un atelier), le navire est mécanisé (sur des chariots hydrauliques) déployé jusqu'au rivage puis roulé sur un quai flottant spécial de mise à l'eau (de transfert). Le quai avec le navire est emmené dans un endroit profond et immergé (si la profondeur près du rivage est suffisante, le quai est immergé sur place), de sorte que le navire se retrouve à l'eau. Les chantiers navals modernes préfèrent un lancement contrôlé et en douceur.
La construction du navire ne s’arrête pas au lancement. Le navire est lancé dans un certain degré de préparation, plus ou moins grand, en fonction des capacités du dispositif de lancement et de la taille du navire. Seuls les petits navires, après leur lancement, sont tout à fait prêts à prendre la mer. Les autres, après la descente, sont amenés au remblai de finition, où se déroule le processus d'achèvement. Pendant l'achèvement, certains mécanismes, instruments et équipements peuvent être installés et des mécanismes individuels peuvent être testés. L'avancement de la construction est suivi par des représentants du Registre et du Bureau central d'études (TsKB), le concepteur.
La plupart des navires sont construits en série composée de plusieurs unités - de 2 à 3 jusqu'à des centaines, en fonction de leur objectif et de leur taille. Dans la construction en série, il existe plusieurs méthodes d'organisation du travail que nous ne considérons pas.
Le navire construit est soumis à des tests de réception, après quoi il est remis au client. Nous avons déjà indiqué que des tests individuels peuvent être effectués lors des travaux d'aménagement, qui sont documentés dans des rapports de tests spéciaux. Le navire fini subit des tests d'amarrage au mur de l'usine. Au cours de ces tests, le fonctionnement des moteurs principaux, des mécanismes et systèmes auxiliaires et des équipements du navire est vérifié. Si les résultats sont positifs, le navire est envoyé pour des essais en mer dont le programme devrait être plus ou moins étendu, selon qu'il s'agit d'un prototype ou d'un navire de série, et selon son caractère inhabituel. Avant les tests, le navire doit être peint pour réduire la résistance à l'eau, pour laquelle il est amarré (si plus de 2 à 4 semaines se sont écoulées depuis le lancement). Lors des essais en mer, la vitesse du navire est déterminée dans différents modes de fonctionnement du moteur principal, du plus petit au plus complet - à cet effet, il effectue 3 passages dans chaque mode sur une section spécialement équipée du plan d'eau - un mile mesuré (ligne mesurée), pendant lequel la vitesse de rotation, la puissance du moteur principal et la vitesse du navire. Ils vérifient le fonctionnement de divers mécanismes, dispositifs du navire, etc.
Publié sur réf.rf
Les tests sont effectués par une commission d'État, leurs conditions et leurs résultats sont reflétés dans un rapport détaillé rédigé sous une certaine forme. Après les tests, les mécanismes sont inspectés, ᴛ.ᴇ. vérifier leur état.
Le programme d'essais pour les cuves de production simples est relativement limité, tandis que les cuves inhabituelles ou particulièrement grandes sont soumises à des essais pendant plusieurs mois, voire plus d'un an. Le programme d’essais des grands navires de guerre et des nouveaux types de sous-marins nucléaires peut s’avérer particulièrement complexe. Lors des tests, des défauts et des erreurs de divers types sont souvent révélés : de conception, structurelles, technologiques, associées à une faible qualité de travail. Nous essayons d'éliminer ces lacunes, si possible. Dans les cas les plus difficiles, le navire est livré avec des défauts, en essayant de les éliminer sur les navires suivants de la série, ce qui peut nécessiter des recherches sérieuses.
Si les navires sont construits en série, le coût de construction du navire principal s'avère toujours sensiblement plus élevé que celui de la série, en raison des coûts de conception, de fabrication des équipements, etc.
L'entreprise de construction navale assume généralement les obligations de garantie. Pendant la période de garantie, qui est généralement d'un an, l'usine élimine gratuitement les problèmes liés à une mauvaise qualité de travail.
Technologie de la construction navale - concept et types. Classification et caractéristiques de la catégorie « Technologie de la construction navale » 2017, 2018.
UN navires des anciens Grecs- la meilleure motomarine des temps anciens. Les riches villes commerçantes comme Athènes et Corinthe disposaient de marines puissantes pour protéger leurs navires marchands. Le navire grec antique le plus grand et le plus maniable était considéré comme trirème, propulsé par 170 rameurs. Son bélier, situé à la proue du navire, perçait des trous dans le navire ennemi. Mais la création trirèmes doit à l'apparition d'autres navires de guerre de construction antérieure. C’est exactement le sujet de mon histoire.
penteconteur
Dans la période archaïque du XIIe au VIIIe siècle avant JC, le type de navire le plus répandu chez les Grecs de l'Antiquité était pentekontoire.
Pentecôteétait un bateau à rames à un seul étage de 30 mètres, piloté par vingt-cinq rames de chaque côté. La largeur était d'environ 4 m, la vitesse maximale était de 9,5 nœuds.
Pentecôtiesétaient pour la plupart des navires ouverts non pontés. Cependant, ce navire des anciens Grecs était parfois équipé d'un pont. La présence d'un pont protégeait les rameurs du soleil et des missiles ennemis, et augmentait également la capacité de chargement et de passagers du navire. Le pont pouvait transporter des fournitures, des chevaux, des chars de guerre et des guerriers supplémentaires, notamment des archers, capables de résister aux navires ennemis.
Originaire du grec ancien pentekontoireétaient principalement destinés au transport de troupes. Les mêmes guerriers qui débarquèrent plus tard et entrèrent au combat étaient assis sur les rames. Autrement dit, penteconteur n'était pas un navire de guerre spécialement conçu pour détruire d'autres navires militaires, mais était un transport de troupes. ( Prim. Tout comme les navires vikings et les bateaux slaves, sur les rames desquels étaient assis des guerriers ordinaires).
L'émergence du désir de couler les navires ennemis avec les troupes avant qu'ils ne débarquent sur le rivage et ne commencent à ravager leurs champs natals a contribué à l'apparition sur le navire des anciens Grecs d'un appareil appelé bélier.
Pour le navire de guerre des Grecs de l'Antiquité, qui participait à des batailles navales en utilisant un bélier comme principale arme anti-navire, des indicateurs importants restaient : maniabilité - la capacité d'échapper rapidement à une frappe de représailles, vitesse - contribuant au développement de la force d'impact, et armure - protection contre des attaques ennemies similaires.
La préservation de ces caractéristiques a nié les calculs des constructeurs navals méditerranéens du XIIe siècle avant JC, obligeant ainsi les anciens Grecs à rechercher des idées plus rationnelles. Et une solution élégante a été trouvée.
Si le navire ne peut pas être allongé, il peut alors être augmenté et un autre niveau avec des rameurs peut être placé. Grâce à cela, le nombre de rames a été doublé sans augmenter significativement la longueur bateau grec ancien. C'est ainsi qu'il est apparu birème.
birème
Grâce à l'ajout d'un deuxième niveau avec des rameurs, la sécurité a également augmenté navires grecs anciens. Ramasser birème, l'étrave du navire ennemi devait désormais vaincre la résistance de plusieurs rames.

L'augmentation du nombre de rameurs a également conduit à ce qu'ils soient obligés de synchroniser leurs actions afin de birème ne s’est pas transformé en mille-pattes emmêlé dans ses propres pattes. Les rameurs devaient avoir le sens du rythme, c'est pourquoi dans les temps anciens, le travail des galériens n'était pas utilisé. Tous les fêtards étaient des marins civils et ils recevaient un salaire pendant la guerre, tout comme les soldats professionnels - les hoplites.
rameurs de birème

Ce n'est qu'au IIIe siècle avant JC, alors que les Romains manquaient de rameurs pendant les guerres puniques en raison du nombre élevé de pertes, qu'ils utilisèrent des esclaves et des criminels condamnés pour dettes qui avaient suivi une formation préalable sur leurs grands navires. L’apparition de l’image des galériens est entrée dans l’histoire avec l’avènement des galères vénitiennes. Ils avaient une conception différente, ce qui permettait de n'avoir qu'environ 15 pour cent de rameurs formés dans l'équipe, le reste étant recruté parmi les condamnés.
L'apparition du premier Birem chez les Grecs daté de la fin du 8ème siècle avant JC. Birema peut être reconnu comme le premier navire ancien spécialement construit pour détruire les cibles navales ennemies. Les rameurs des navires anciens n'étaient presque jamais des guerriers professionnels comme les hoplites terrestres, mais étaient considérés comme des marins de première classe. De plus, lors d'une bataille d'abordage à bord de leur navire, les rameurs de rang supérieur prenaient souvent part aux batailles, tandis que les rameurs de rang inférieur pouvaient continuer les manœuvres.
Il est facile d'imaginer que la réunion birèmes VIIIe siècle avec à son bord 20 guerriers, 12 marins et une centaine de rameurs avec penteconteur l'époque de la guerre de Troie avec 50 rameurs aurait été désastreuse pour ces derniers. Bien que penteconteur avait 50 guerriers à bord contre 20 birèmes, son équipe ne serait pas en mesure d'exploiter sa supériorité numérique dans la plupart des cas. Premièrement, un côté supérieur birèmes interférerait avec le combat d'abordage et un coup percutant birèmes serait deux fois plus efficace pentekonteur.
Deuxièmement, lors des manœuvres pentekontoire tous ses hoplites sont engagés aux rames. Tandis que 20 hoplites birèmes peut attaquer avec des projectiles.
Grâce à ses avantages évidents, la birème a commencé à se répandre rapidement dans toute la Méditerranée et a occupé pendant de nombreux siècles la position de « croiseur léger » de toutes les grandes flottes. Cependant, la place du « cuirassé » deux siècles plus tard sera prise par trirème- le plus répandu bateau ancien Antiquité.
trirème
Trèves est un développement ultérieur de l'idée d'un bateau à rames à plusieurs niveaux des Grecs de l'Antiquité. Selon Thucydide, le premier trirème a été construit vers 650 avant JC et mesurait environ 42 mètres de long.

En grec classique trière il y avait environ 60 rameurs, 30 guerriers et 12 marins de chaque côté. Il dirigeait les rameurs et les marins" céleiste", tout le navire était commandé par " triérarque».
"triérarque"

Rameurs du niveau inférieur trirèmes, presque juste à côté de l’eau, s’appelaient « Thalamites" Ils étaient 27 de chaque côté. Les sabords creusés dans la coque du navire pour les rames étaient très proches de l'eau, de sorte qu'en cas de légère houle, ils étaient souvent submergés par les vagues. Dans ce cas " Thalamites« Les rames étaient rentrées et les ports étaient scellés avec des pièces de cuir.
Les rameurs du deuxième rang étaient appelés " zygites"et enfin le troisième niveau -" Tranites" Rames " zygites" Et " Tranites"passé par les ports de " paradis"- une extension spéciale en forme de boîte de la coque au-dessus de la ligne de flottaison, qui pendait au-dessus de l'eau. Le rythme des rameurs était donné par un joueur de flûte, et non par un batteur, comme sur les plus grands navires de la Rome antique.

Les rames de tous les niveaux avaient la même longueur de 4,5 mètres. Le fait est que si vous regardez la tranche verticale trirèmes, il s'avère alors que tous les rameurs sont situés le long de la courbe formée par le flanc du navire. Ainsi, les pales des trois rangées de rames atteignaient l'eau, bien qu'elles y pénétraient sous des angles différents.
Trèvesétait un navire très étroit. Au niveau de la flottaison, le navire avait une largeur d'environ 5 m et permettait une vitesse maximale allant jusqu'à 9 nœuds, mais certaines sources affirment qu'il pouvait atteindre jusqu'à 12 nœuds. Mais malgré la vitesse relativement faible, trirèmeétait considéré comme un navire très équipé en énergie. D'un état stationnaire navires anciens atteint la vitesse maximale en 30 secondes.
Comme les navires romains ultérieurs, trirèmes grecquesétaient équipés d'un bélier tampon-proembolon et d'un bélier de combat en forme de trident ou de tête.
trirème de bélier

L'arme la plus efficace des navires anciens était le bélier, et un moyen de lutte armée auxiliaire, mais également très efficace, était le combat d'abordage.
Le succès d'une bataille navale dépendait avant tout d'une attaque rapide à pleine vitesse du côté du navire ennemi, après quoi l'équipage devait également faire marche arrière pour changer de position. Le fait est que le navire attaquant risquait toujours d'être attaqué, car il pourrait subir plus de dégâts et se coincer dans les fragments des rames, et donc perdre de la vitesse, et son équipage serait instantanément attaqué par divers projectiles du côté du navire ennemi.
manœuvre tactique d'une trirème - voile

L'une des manœuvres tactiques les plus courantes lors des combats navals en La Grèce ancienneétait considéré " diekplus"(natation). Le but de la technique tactique était de choisir une ligne d'attaque avantageuse du point de vue de la position et de priver l'ennemi de la possibilité d'éviter le coup. Pour ça trirème se dirigea vers le navire ennemi, délivrant un coup d'œil. Au même moment, en passant à côté de l'ennemi, les rameurs du navire attaquant devaient rentrer leurs rames sur ordre. Après quoi, d'importants dégâts ont été causés aux rames du navire ennemi d'un côté. Un instant plus tard, le navire attaquant est entré dans la position et a porté un coup d'éperon sur le côté du navire ennemi immobilisé.
Trirèmes n'avaient pas de mâts fixes, mais presque tous étaient équipés d'un ou deux mâts amovibles, qui étaient rapidement montés lorsqu'un vent favorable apparaissait. Le mât central a été installé verticalement et tendu avec des câbles pour plus de stabilité. Mât d'étrave conçu pour une petite voile - " artémon", a été installé obliquement, soutenu par " table d'acro».
Parfois trirèmes ont également été modernisés à des fins de transport. Ces navires étaient appelés " hoplitagagos"(pour les guerriers) et " Hippagagos"(pour les chevaux). Fondamentalement, ces navires anciens pas différent de trier, mais avait un pont renforcé, un pavois plus haut et de larges passerelles supplémentaires pour les chevaux.
Birems Et trirèmes sont devenus le principal et le seul universel navires anciens La période antique du 4ème au 5ème siècle avant JC. Seuls ou en petites formations, ils pourraient remplir des fonctions de croisière : effectuer des reconnaissances, intercepter les navires marchands et de transport ennemis, livrer des marchandises particulièrement importantes et attaquer l'ennemi sur la côte.
L'issue des batailles navales était déterminée principalement par le niveau de formation individuelle des équipages - rameurs, équipages de voile et soldats. Cependant, beaucoup dépendait des formations de combat de la formation. Pendant la transition, les anciens navires de la flotte grecque suivaient généralement la formation de sillage. La ligne a été modifiée en prévision d'une collision avec l'ennemi. Où navires ils ont essayé de s'aligner sur trois ou quatre lignes avec un décalage mutuel d'une demi-position. Ce mouvement tactique a été effectué pour rendre difficile la manœuvre de l'ennemi " diekplus", après avoir cassé les rames de l'un des navires de la première rangée, l'ennemi bateau expose son camp aux attaques percutantes des navires de la ligne voisine.
Dans la Grèce antique, il existait une autre disposition tactique des navires, qui dans la tactique moderne correspond à la défense aveugle - il s'agit d'une formation circulaire spéciale. Ça s'appelait " hérisson"et était utilisé dans les cas où il était nécessaire de protéger les navires transportant des marchandises de valeur ou d'éviter une bataille linéaire avec des navires ennemis supérieurs.
Comme auxiliaire navires, conseils ou raiders, des galères à un seul étage ont été utilisées - " Universités", héritiers de l'archaïque triaconteurs Et penteconteurs.
Au cours de la période classique du Ve siècle avant JC, la flotte de la Grèce antique constituait la base de la puissance militaire et constituait une composante importante des forces armées des coalitions helléniques.
Militaire Flotte de la Grèce antique numéroté jusqu'à 400 trier. Navires anciens ont été construits dans les chantiers navals de l'État. Cependant, leur équipement, leurs réparations et même la location des rameurs se faisaient aux dépens des riches Athéniens, qui, en règle générale, devenaient triérarques- les capitaines de navires. A la fin du voyage en mer trirème ont été renvoyés pour stockage à la base navale du Pirée et l'équipage a été dissous.
Développement flotte grecque antique a contribué à l'émergence d'une nouvelle catégorie de citoyens : les marins. De par leur position hiérarchique, ils n'étaient pas des gens riches et ne disposaient pas de sources de revenus permanentes en dehors du service naval. Pendant la période de paix, lorsque la demande de marins hautement qualifiés diminuait, ils se livraient à un petit commerce ou étaient embauchés comme ouvriers agricoles pour de riches propriétaires fonciers. Les marins échoués habitaient les zones urbaines pauvres du Pirée et d’Athènes. Parallèlement à cela, c'étaient ces personnes dont dépendait la puissance militaire de la Grèce antique.
Il est intéressant de noter qu'un ouvrier ordinaire gagnait environ une demi-drachme par jour, tandis que les rameurs de navires et les hoplites recevaient 2 drachmes par jour pendant une campagne militaire. Avec cet argent, vous pourriez acheter 40 kg de céréales, quatre seaux d'olives ou deux seaux de vin bon marché. Un bélier coûtait 5 drachmes et la location d'une petite chambre dans un quartier pauvre coûtait 30 drachmes. Ainsi, en un mois d'errance en mer, un simple fêtard pouvait se procurer de la nourriture pour toute l'année.
La plupart grand navire des anciens Grecs, construit dans l'Antiquité, est considéré comme mythique tesséracontère, créé en Égypte sur ordre de Ptolémée Philopator. Des sources affirment que cet ancien navire atteignait une longueur de 122 m et une largeur de 15 m, et qu'à son bord il y avait environ 4 000 rameurs (10 par rame) et 3 000 guerriers. Certains historiens pensent qu'il s'agissait plutôt d'un grand catamaran à double coque, entre les coques duquel était construite une grandiose plate-forme pour les machines de lancement et les guerriers.
Désolé pour les noms navires grecs on en sait peu. Il y en avait deux à Athènes trirèmes avec une décoration extérieure luxueuse, qui portait les noms " Paralia" Et " Salaminia" Ces deux navires étaient utilisés pour des processions cérémonielles ou pour l'envoi de commandes particulièrement importantes.

Dans le monde moderne, grâce aux découvertes archéologiques et à des recherches précises, il devient clair comment le monde antique était structuré, mais de plus en plus, l'humanité moderne est convaincue que les réalisations techniques et les solutions d'ingénierie anciennes, notamment dans le domaine construction navale digne d'admiration.
La voile et construction navale sont des domaines de connaissance avancés depuis l’Antiquité. Et c’est naturel, car la mer a uni les peuples. Le commerce et la guerre ont déterminé le visage du monde antique et étaient souvent les seuls moyens d’échange non seulement de marchandises, mais aussi de réalisations techniques. Depuis les temps archaïques, la domination maritime déterminait les frontières et le bien-être du royaume et des peuples et, à l’époque des empires, elle devint le facteur le plus important de pouvoir et de stabilité politique. Il n’est pas surprenant que les pouvoirs en place aient toujours accordé une importance décisive à la construction de flottes.
L’importance du contrôle des communications maritimes et du commerce était bien comprise par les gens de mer. Les manœuvres habiles des flottes, le débarquement des soldats sur la côte et simplement l'apparition de navires de guerre au large des côtes comme démonstration de force sont devenus des éléments familiers de la lutte politique.
Au fond des siècles, le moment où le premier navire a été lancé à l'eau est caché des temps modernes, mais quelques étapes ultérieures de l'humanité sur le terrain construction navale au fil du temps, ils ouvrent le rideau sur l’humanité, créant ainsi une image complète du processus dans sa forme finale. Les chercheurs peuvent discuter longtemps pour savoir quels bateaux à rames étaient considérés comme les meilleurs : les trières antiques, les titans des flottes hellénistiques ou les galères des puissances maritimes italiennes, mais une chose est claire : l'âge d'or des galères est derrière nous.

Alors, comment étaient construits les anciens navires ? Comment les constructeurs navals ont-ils réussi à obtenir des résultats aussi exceptionnels sans connaissances en hydrodynamique ? Pour comprendre cela, nous devons réaliser que la technologie de l’Antiquité construction navale a été amélioré pendant de nombreux millénaires jusqu'à atteindre son apogée dans l'ère antique, et aussi que la construction navale était un art dont l'expérience s'accumulait au fil des années et se transmettait de génération en génération, en déduisant les lois fondamentales de l'hydrodynamique et de la navigabilité d'un bateau.
Technologie de construction navale les navires anciens font toujours l’objet de débats animés. La pierre d'achoppement pour les chercheurs est l'apparence de la charpente du navire : membrures, piliers verticaux, liaisons longitudinales - longerons, etc. Des éléments transversaux de la charpente de coque existent sur tous les navires, depuis que les bateaux ont cessé d'être ciselés ou attachés en bambou. Mais selon quel schéma les navires ont-ils été construits : le squelette ou la coque d'abord ?
le squelette de la technologie de la construction navale d'abord
Technologie de construction navale squelette d'abord se caractérise par le fait que lors de la construction d'un navire, le squelette du navire a d'abord été érigé (quille, membrures, étraves) et ensuite seulement il a été gainé de planches, créant la coque. Cette méthode est si naturelle que depuis l'époque des galères médiévales, elle a reçu le droit d'exister jusqu'à nos jours.
Cependant, récemment, de nombreux chercheurs sont enclins à croire que dans la période antique en Méditerranée, les navires étaient construits différemment. Cette méthode de construction navale se caractérise par l'exécution initiale de la peau, qui était pour ainsi dire tendue ceinture par ceinture sur des gabarits-cadres factices préparés à l'avance, et seulement ensuite, lorsque la coque était prête, les nervures y étaient insérées. , généralement en trois niveaux non connectés. Cette technique a permis d'établir des séries construction navale. Très probablement, il existait une chaîne technologique permettant de créer des navires en grande série et dans un délai assez court. Il existe des exemples connus de construction d'une flotte entière en deux mois - la flotte du consul romain Duilius, qui a apporté la victoire des Romains à Milae en 260 avant JC, a été construite en 45 à 60 jours. Il existe également des preuves de la préparation et du stockage de pièces de navires dans des hangars spéciaux, dans lesquels, si nécessaire, un grand nombre de navires pourraient être assemblés très rapidement. Il est mentionné que les navires assemblés dans les chantiers navals étaient à nouveau démantelés, transportés sur de grandes distances, puis remontés, formant des flottilles entières.
Bref, il y a deux avis opposés construction ancien navires, mais la vérité, comme on dit, est au milieu. La première méthode, le squelette en premier, est plus économique, demande moins de main d’œuvre et, en général, assez simple. La deuxième méthode, la coque d'abord, est coûteuse et techniquement complexe, mais grâce à cette technologie de construction navale, le processus a été standardisé, ce qui a permis de construire rapidement le nombre requis de navires, et a en outre donné un autre avantage important : l'allègement de la coque du navire. d'une fois et demie. La coque du navire ainsi fixée, à savoir sa partie extérieure, présente initialement une plus grande rigidité et ne nécessite pas de sections transversales de grande section. Cela a permis d’accueillir davantage de rameurs dans le même espace. Cette méthode a été utilisée dans la construction de grands navires à plusieurs niveaux. Les avantages énumérés ci-dessus étaient pour eux essentiels, leur permettant d'augmenter la vitesse de près de 30 pour cent, ce qui a contribué à améliorer la qualité de combat du navire. Après tout, la vitesse jouait à cette époque un rôle décisif dans les batailles navales, où la seule arme du navire était un bélier. La flotte la plus puissante et la plus rapide construite grâce à cette technologie a fourni à la Grèce un demi-siècle de suprématie en mer et lui a permis de remporter des victoires sur des forces ennemies supérieures. Bien entendu, cette méthode de construction navale a été gardée dans la plus stricte confidentialité et a été emportée dans la tombe par les anciens constructeurs navals avec la mort du monde antique. Quoi qu'il en soit, celui-ci technologie de construction navale a été perdu.
Shell, première technologie de construction navale
Alors, comment est née la technologie shell-first ? Il est bien évident qu'au départ, les petites pirogues étaient construites sans dessins - à l'œil nu. Par la suite, le désir naturel des constructeurs navals préhistoriques d'augmenter la flottabilité, la capacité et la résistance aux inondations du bateau les a conduits empiriquement à créer la coque en tant que telle. Au début constructeurs navals essayé d'augmenter le volume de la partie cylindrique du canon. Pour ce faire, ils ont utilisé différentes méthodes de cuisson à la vapeur et d'expansion ultérieure de la partie ciselée à l'aide d'entretoises. Peu à peu, cette conception s'est transformée d'une forme cylindrique en une forme proche de notre compréhension d'un bateau. Au fil du temps, les côtés ont commencé à s’effondrer et les extrémités se sont rétrécies. Cependant, très vite, ce développement de la construction navale atteint ses limites. De plus, lorsque le cylindre s'est dilaté, la partie libre du côté central du navire a diminué, contrairement à ce qui a commencé à se construire sur la partie centrale des côtés de la pirogue. Très probablement, lors de la construction de tels «coques», le navire est apparu dans notre mémoire de cette conception. Tous les autres éléments sont apparus de manière empirique. La quille peut être née de la volonté de réduire la partie pirogue, réduisant ainsi l'intensité du travail et simplifiant considérablement la conception. Les tiges étaient nécessaires comme éléments reliant les planches du côté cultivé aux extrémités. Et le cadre nervuré est apparemment apparu lorsque les dimensions de la « coque » ont tellement augmenté qu'il est devenu nécessaire de fixer les éléments extérieurs de l'intérieur.
Le point clé pour comprendre l'émergence de la technologie de construction navale axée sur les coques réside dans les deux méthodes de connexion des ceintures de placage qui existent depuis l'Antiquité : le clinker et le lisse.

a) revêtement lisse ; b) connexion de clinker ;
Le clinker présente certains avantages pour les premières méthodes de construction navale, tout d’abord en raison de la plus grande résistance à l’eau fournie structurellement. Le clinker est également préférable pour la technologie de construction d'une coque sans squelette ni dessins préalables. Après tout, en l'absence de cadre interne, il est plus pratique de relier les ceintures entre elles en superposant les bandes. Et surtout, chaque planche suivante, posée sur la précédente, répète sa courbure, en utilisant la partie pirogue comme ceinture à rainure et languette, c'est-à-dire une sorte de modèle-modèle.
La coque, dans ce cas, est formée comme une extension naturelle de la pirogue, qui évolue progressivement vers le fond puis vers la quille. Probablement plus tard, vers le début du troisième millénaire avant JC, une méthode d'assemblage des ceintures a été inventée : le revêtement lisse. Évidemment, cela est devenu possible lorsque les constructeurs navals ont commencé à fixer les planches à l'aide de chevilles en plaques particulières en bois plus dur.
C'est le placage lisse combiné à la méthode de fixation des ceintures avec des bandes de goujons, suivie de leur fixation avec des broches en bois dans les ceintures supérieure et inférieure (méthode à tenon et mortaise), qui est devenu la base de la technologie de construction navale de type coque, ce qui veut dire la coque en premier. Cette technique est très probablement apparue tout naturellement, comme on dit, par essais et erreurs, et a été améliorée sur plusieurs milliers d'années.
Les nouvelles méthodes de construction nécessitaient un niveau élevé de standardisation des pièces, un personnel compétent et une structure de chantier naval bien établie. Il n’est donc pas surprenant que l’apparition des premiers navires en état de naviguer soit directement liée à la centralisation du pouvoir et à la formation d’États anciens.
méthode de construction navale à mortaise et tenon
Au cours de l'Antiquité, la méthode des tenons et mortaises, qui a remplacé la technologie de la « couture », a commencé à jouer un rôle clé dans la technologie de construction navale axée sur les coques.
La photo montre une partie restaurée de la coque d'un navire marchand trouvée dans les années 80 du 20e siècle dans la ville italienne de Comacho. La méthode d’assemblage du bordé extérieur d’un navire est clairement illustrée ici. Il y a des rainures visibles à l'extrémité de la ceinture supérieure, juste en dessous du trou pour les chevilles
L'essence de la méthode était qu'aux extrémités des planches des ceintures, avec un pas de 20 à 50 cm, comme auparavant, des rainures (mortaises) étaient réalisées dans lesquelles, lors de l'assemblage, des plaques d'essences de bois plus dures étaient insérées. . Cependant, à leur tour, ils n'étaient pas cousus ensemble, comme auparavant, mais étaient épinglés avec des épingles (tenon) dans les ceintures supérieure et inférieure. Cette peau pro-gel était reliée de manière rigide et en même temps assez flexible. Et surtout, la structure ne craignait plus les déplacements longitudinaux, ce qui conduisait inévitablement à la rupture des nœuds cousus. Et ces déplacements eux-mêmes ont diminué, car les cordes souples ont été remplacées par des épingles en bois dur. Cela a fourni une rigidité transversale et longitudinale, tout à fait suffisante pour positionner les cadres moins fréquemment, les rendre plus fins et, surtout, composites, en utilisant pour cela tous les matériaux disponibles. Ainsi, les cadres jouaient le rôle de nervures n'apportant qu'une rigidité locale. La résistance globale longitudinale et transversale du navire était créée par la coque elle-même.
Sur les grands navires, des poutres et des ponts ont également été installés. C'est difficile de dire quand une telle chose est apparue technologie de construction navale. Cependant, il était largement utilisé par les marins phéniciens. À cette époque, les attaches métalliques étaient extrêmement rarement utilisées et, en ce qui concerne la fixation de la peau aux cadres, la méthode de couture précédente a été conservée.

a) fixation de la peau aux cadres par couture ;
b) fixer les ceintures de revêtement les unes aux autres selon la méthode des tenons et mortaises ;
À l'époque classique, la construction de différents types de navires, dont les célèbres trirèmes, était mise sur une chaîne de montage et perfectionnée jusque dans les moindres détails. Complexe et cher technologie de construction navale, que seules les puissances riches pouvaient se permettre au départ, ne le devint que lors de la construction du premier navire. Beaucoup d'argent et de temps ont été consacrés à la création d'équipements technologiques, à la standardisation et à l'unification des pièces, ainsi qu'à la formation et au maintien de spécialistes hautement qualifiés. Mais ensuite, la préparation, que l'on appelle aujourd'hui « l'étape zéro » dans la construction navale, s'est avérée pleinement justifiée et a permis de construire des flottilles entières en peu de temps.
Pour résumer, nous pouvons dire que principalement dans la période antique, les navires étaient construits en utilisant la technologie de construction navale "shell first" - la coque d'abord. De plus, cette méthode était basée sur le principe de la fixation douce des ceintures de revêtement, en utilisant la méthode des tenons et mortaises, c'est-à-dire en posant des planches adjacentes de bois plus dur, qui étaient à leur tour fixées avec des épingles dans les parties supérieure et inférieure. Cette technique s'est développée empiriquement à partir de diverses méthodes de couture des coques et est utilisée dans le sud-est de la Méditerranée depuis au moins le début du troisième millénaire avant JC. Au deuxième millénaire, cela technologie de construction navale a constitué la base de la construction de puissantes flottes des peuples de la culture égéenne. Au début du premier millénaire, cette pratique était déjà largement utilisée par les Phéniciens et, à l'époque classique, elle acquit sa forme définitive lors de la construction des trirèmes grecques.
Technologie de construction navale Les obus ont d'abord permis de construire des navires en grande série dans un délai très court et ont été utilisés pour créer des navires militaires et de transport. Cela était vital lors des guerres ou des grandes expéditions de colonisation. Dans le même temps, la construction d'immenses navires, comme les grands navires de Caligula, s'effectuait selon technologies de construction navale le squelette d'abord - d'abord le squelette, car tous les avantages de la sérialisation ont été perdus dans de tels projets spéciaux, mais la force du squelette de ces géants a reçu une importance particulière.
"La révolution de l'impression 3D aura un impact significatif sur la construction navale et la logistique", déclarent deux jeunes officiers de la Marine dans Proceedings, le magazine populaire de l'US Naval Institute. Les lieutenants de la Marine Scott Cheaney-Peters et Matthew Heaple pensent que l'impression 3D aura un impact sur la façon dont la Marine utilise la modélisation et la conception de tout, des navires aux sous-marins, en passant par les porte-avions et tout ce qui se passe à bord.

La poursuite du développement des imprimantes 3D pourrait modifier la technologie utilisée par la Marine dans la construction navale. « Les lignes de production et les chantiers navals de la future génération pourraient remplacer, en fait, les imprimantes 3D géantes, capables de maximiser les effets d’économies qu’offre le processus de fabrication additive. » - Ils écrivent.
La nécessité de stocker d’énormes pièces de rechange disparaîtra. Au lieu d'avoir à transporter les pièces nécessaires ou rarement utilisées, les ingénieurs peuvent simplement scanner la pièce défectueuse et envoyer les données à l'imprimante la plus proche. Ainsi, à bord du navire, vous aurez simplement besoin du matériel nécessaire à l'impression 3D, ce qui permettra de gagner de la place et de réduire le poids.

Bien entendu, la quantité de matériel restant doit être surveillée et réapprovisionnée, mais la Marine peut effectuer des tests pour déterminer la quantité optimale de matériel à transporter à bord afin de minimiser le poids. De plus, les matériaux étant sous forme liquide ou granulaire, ils peuvent être stockés sous une forme compacte, ce qui libérera de l'espace supplémentaire, contrairement aux pièces prêtes à l'emploi volumineuses et aux emballages de protection destinés à ceux-ci.
Entre autres choses, toutes les données peuvent être stockées sur un ordinateur et mises à jour selon les besoins. Les auteurs de l'article suggèrent qu'à l'avenir, les technologies de construction navale additive ne seront pas utilisées uniquement pour l'impression de pièces de rechange. L'impression 3D rapprochera les usines des marins : « Les imprimantes 3D pourraient utiliser pour imprimer des matériaux provenant de vieux navires recyclés, et la Marine pourrait même développer un « concept de biodéminage - pour détecter et neutraliser les munitions trouvées au fond des mers environnantes et dans les zones côtières ». peut-être en utilisant des véhicules imprimés en 3D spécialement conçus. En outre, le modèle de navire peut être adapté pour monter des imprimantes intégrées à l'aide de dispositifs de support spéciaux. Et bien sûr, vous pouvez utiliser une imprimante 3D médicale pour imprimer des instruments médicaux.

« La plupart de ces idées ne sont que des hypothèses sur l’avenir, dans certains cas si audacieuses qu’il est peu probable qu’elles deviennent un jour une réalité. Dans le même temps, l’industrie et la marine sont confrontées à une multitude d’obstacles qu’elles doivent surmonter afin de profiter pleinement des avantages de la fabrication additive », rapportent les auteurs.
Les imprimantes 3D professionnelles et leurs matériaux restent chers, et les imprimantes ne peuvent fonctionner qu'avec certains types de matériaux. En outre : « La Marine doit déterminer qui sera responsable de la qualité des copies imprimées de qualité militaire et comment. »
"Étant donné que l'impression 3D offre les mêmes capacités aux adversaires américains qu'à la Marine, elle est confrontée à un problème de sécurité, et la Marine doit également prendre des mesures pour se protéger contre les cyberattaques." – Ajouté par les auteurs.
Selon eux, il faudra des années, voire des décennies, pour résoudre tous les problèmes qui se sont posés. Cependant, le processus de développement et d’application des capacités inhérentes aux imprimantes 3D ne sera pas arrêté. L'une des tâches principales de la Marine est d'évaluer correctement l'ampleur des économies qui seront réalisées en passant, selon les besoins, à une méthode de production innovante, plutôt qu'en stockant des pièces de rechange précédemment produites. Une meilleure compréhension de la relation entre les nouvelles technologies d'impression et les capacités de fabrication permettra à la Marine de déterminer correctement leur importance et de se concentrer sur des tâches spécifiques qui garantiront des résultats de qualité. Les avantages potentiels en termes de coût et de puissance sont énormes.
Aujourd’hui, les technologies d’impression 3D ont déjà un impact profond sur toute une série d’industries manufacturières, notamment la construction, le médical, l’aérospatiale et l’automobile. Aujourd'hui, une entreprise célèbre est prête à emmener les technologies additives en mer : le constructeur allemand de yachts et de bateaux à moteur HanseYachts AG intègre les technologies additives dans la conception et la production de ses navires.

HanseYachts AG, l'un des plus grands fabricants de voiliers hauturiers au monde depuis 1990, a décidé d'utiliser l'impression 3D pour produire la coque de 10 mètres de son nouveau yacht, le Hanse 3D15. Le développement d'une version imprimée en 3D du yacht est en cours depuis trois ans et le premier résultat a été une imprimante 3D spéciale de 20 mètres, avec laquelle l'entreprise a l'intention d'imprimer la coque du navire.
Les travaux de développement sont réalisés en collaboration avec les ingénieurs de VBS-Print. Un composite polymère avec mastic à bois sera utilisé pour la production. La part des fibres de bois recyclées sera d'environ 60 %.

Karl Döhler, ingénieur en chef du développement avancé chez HanseYachts AG, explique : « Le Hanse 3D15 sera un bateau en bois. Grâce à une nouvelle technologie de construction de coque, nous espérons non seulement créer des navires plus solides, mais également réduire considérablement les temps de production pour répondre à temps à la forte demande. Grâce à l’impression 3D, nous serons en mesure de répondre aux exigences individuelles de nos clients, quelles qu’elles soient.
Le projet actuel constituera sans aucun doute une étape importante pour HanseYachts AG, mais plus important encore, l'introduction de technologies additives pourrait avoir un effet révolutionnaire sur la construction navale dans son ensemble. Bien entendu, les spécialistes expérimentés peuvent être sceptiques quant à cette idée en raison des traditions établies. Jens Gerhardt, PDG de Hanse Yachts AG, explique : « Lorsque nos partenaires industriels disent que l'impression 3D ne peut pas réussir, je leur rappelle l'introduction de la fibre de verre dans les années 60, alors considérée comme un matériau tout aussi controversé pour la construction de bateaux.

HanseYachts AG, l'une des premières entreprises à avoir adopté la fibre de verre comme matériau majeur de construction navale, a la réputation d'être un fabricant innovant qui n'a pas peur de regarder vers l'avenir. Aujourd'hui, l'entreprise prouve à nouveau son engagement en faveur de l'innovation avec le projet Hanse 3D15. « Nous considérons l'ouverture à l'innovation comme le principal avantage concurrentiel de notre chantier naval et nous sommes heureux de franchir une nouvelle étape dans le développement de l'industrie navale internationale », a déclaré Jens Gerhardt.
La société britannique CJR Propulsion, spécialisée dans la production d'hélices et d'équipements de direction sur mesure, s'appuie sur la technologie d'impression 3D pour prototyper les produits finis et tester les prototypes.

CJR Propulsion est considéré comme l'un des fabricants d'hélices les plus high-tech en Europe. Parmi les clients de l'entreprise figurent des constructeurs de bateaux à grande vitesse, de navires de pêche et de transport, ou encore de yachts de luxe.

La politique de l'entreprise est simple : chaque navire unique mérite une hélice parfaitement adaptée à la conception du navire. Mais l’hydrodynamique est une science complexe : les calculs et la modélisation virtuelle ne suffisent pas à eux seuls. Des tests répétés des prototypes sont souvent nécessaires pour garantir une confiance totale dans la capacité des hélices à fonctionner comme prévu.

En revanche, la production de vis est une affaire complexe et coûteuse. CJR Propulsion a trouvé une issue à cette situation en achetant des imprimantes 3D fabriquées par la société allemande BigRep. Ces appareils sont similaires en termes de conception et d'apparence aux imprimantes FDM de bureau classiques, si l'on ne tient pas compte de leurs énormes dimensions.
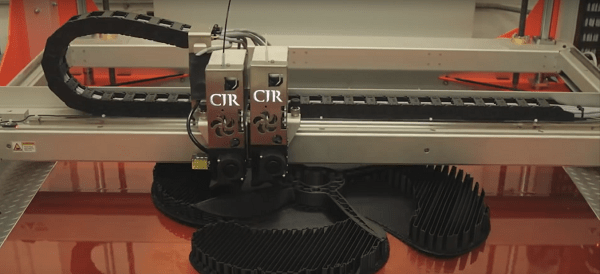
Cependant, le principal avantage de BigRep est sa taille. Diverses modifications de l'imprimante de marque diffèrent par le volume de la zone de construction, mais seulement légèrement. En moyenne, ces installations permettent d'imprimer des modèles en polymère mesurant 1x1x1 mètres.
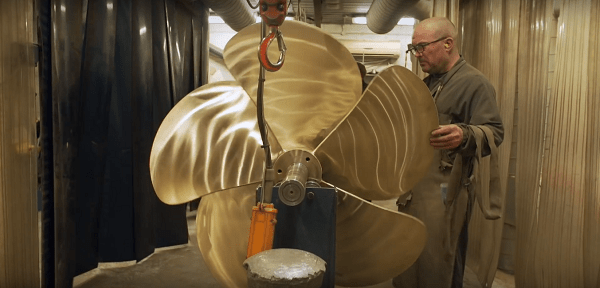
« Chez CJR, nous fabriquons des équipements de direction pour yachts de luxe et bateaux de travail. Nous accordons une attention particulière à la qualité de nos produits, chaque hélice doit donc être parfaitement adaptée au navire cible. En règle générale, pour chaque navire, nous concevons nos hélices pour qu'elles s'emboîtent parfaitement les unes dans les autres, ce qui nécessite à chaque fois de leur donner une nouvelle forme. Les imprimantes 3D facilitent la tâche en aidant à produire des modèles rapidement et efficacement. La fabrication additive de modèles est très simple et peu coûteuse, ce qui nous permet d'expérimenter une grande variété de conceptions », explique Simon Lewis, responsable de la dynamique des fluides computationnelle.

« En achetant les imprimantes 3D BigRep, nous contrôlons désormais l'ensemble du processus de fabrication additive pour la fabrication de modèles, ce qui nous rend beaucoup plus compétitifs sur le marché », explique Alex Stephen, responsable des ventes techniques.
Articles Similaires:
 Pavel Pologov Pavel Pologov
Pavel Pologov Pavel Pologov
 Actualités de l'entreprise Comptabilité budgétaire
Actualités de l'entreprise Comptabilité budgétaire
 Village de Baevo mémorial de gloire
Village de Baevo mémorial de gloire
 Conseils pour rédiger un contrat civil Transfert de l'impôt sur le revenu des personnes physiques dans le cadre des accords civils et personnels
Conseils pour rédiger un contrat civil Transfert de l'impôt sur le revenu des personnes physiques dans le cadre des accords civils et personnels
 Quelles explications rassureront le fisc s’ils constatent des écarts dans les déclarations de TVA et de bénéfices ?
Quelles explications rassureront le fisc s’ils constatent des écarts dans les déclarations de TVA et de bénéfices ?





